PayPal now available at checkout
Free US Shipping On Orders $99+
Previous slide
Next slide
May 2023 orig., Jun 2024 rev.
Please dispose of all waste products and materials through proper channels to avoid contamination of the environment.
Any damage or issues resulting from improper service will not be covered by warranty. If you have a shock still in its original warranty period and do not wish to void your warranty, please contact an authorized Cane Creek service center.
These service instructions cover the basic service procedures using standard service kits. If your suspension requires parts beyond standard replacement parts – shaft, damper tubes, end eyes – please consult your authorized Cane Creek service center or contact us at our Cane Creek Support Center.
The Air IL and Coil IL as well as the Standard and Trunnion and Previous Gen and Current Gen variants of both share many service steps. Some images in these instructions may not be identical to the the valve body or outer damper tube to the shock being serviced, but that is only when the process is the same for the shock in the image and the shock on your bench. When steps vary, that will be noted and images included.
BAD2370-G2 or BAD2370T-G2 – Coil IL G2 Rebuild Kit (Standard or Trunnion)
BAD1032 – Gland Nut Wrench
BAD1174 – Oil Seal Head Pin Spanner Wrench
BAD2651 – IL G2 Fill Needle assembly
DBT016 – DB Gas Fill Needle
AAD0555 – 8mm & 9.5mm Shaft Clamp
AAD1454 – Kitsuma/IL Trunnion CS Bullet
BAD1273 – Inner Damper Tube Install Tool
AAD2650 – IL G2 Service Cradle (Standard Mount only)
Torque & Loctite Chart
| Part | Torque Spec | Loctite Spec |
| Shaft Bolt | 5 Nm | 243 (Blue) |
| TSN | 0.6 Nm | 668 (Green) |
| Climb Switch Set Screws | 0.2 Nm | 243 (Blue) |
| Inner Damper Tube | 17 Nm | 263 (Red) |
| Oil Seal Head | 15 Nm | None |
| Gland Nut | 52 Nm | 243 (Blue) |
| Climb Switch Screw | 0.16 Nm | 243 (Blue) |
| End Eye | 8 Nm | 263 (Red) |
Oil Chart
| Oil Location | Oil Type | Oil Amount |
| Damper Fill | Motorex 4wt Racing Fork Oil | Fill to 3 Bars |
Nitrogen Chart
| Nitrogen Location | Nitrogen Pressure |
| Valve Body | 11-12 Bars |
Review all related TSBs before performing any service.
No Coil IL specific TSBs at this time.
***Use caution as nitrogen is pressurized.***
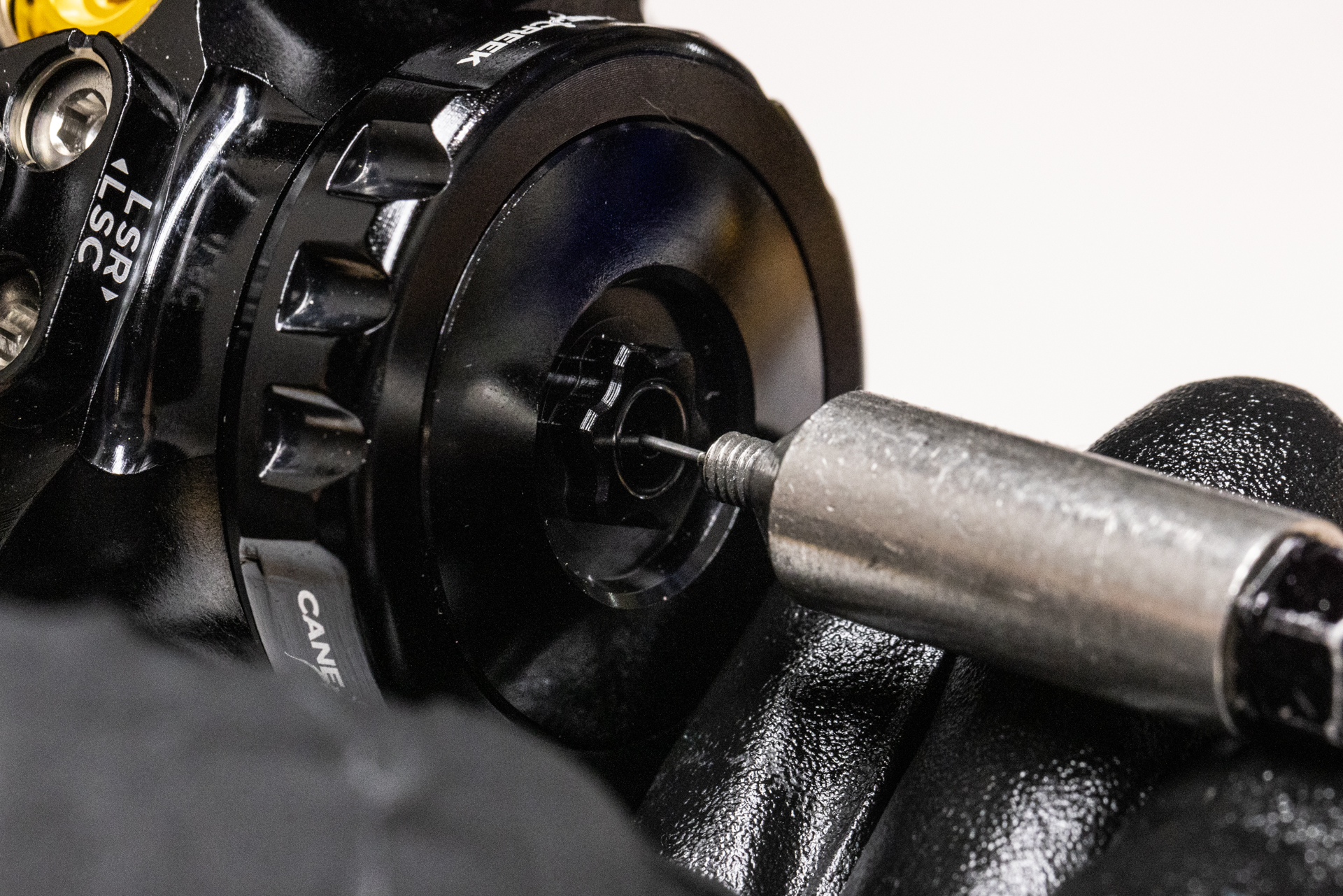
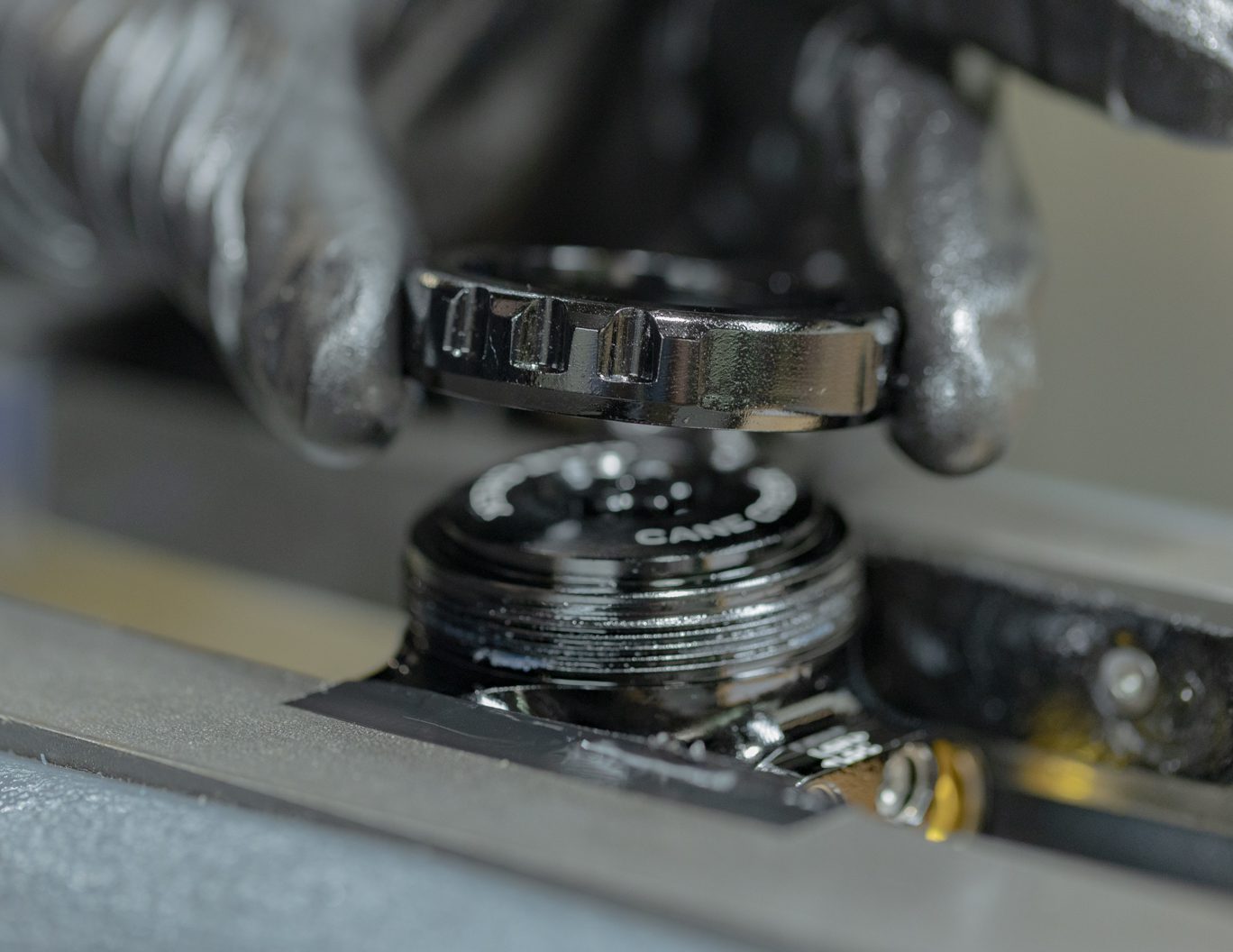
Standard Valve Body Degassing:
Loosen gas fill cover half a turn with 4mm Allen. Bleed gas with gas fill needle. Remove gas fill cover completely. Use pick to pry out gas fill plug.
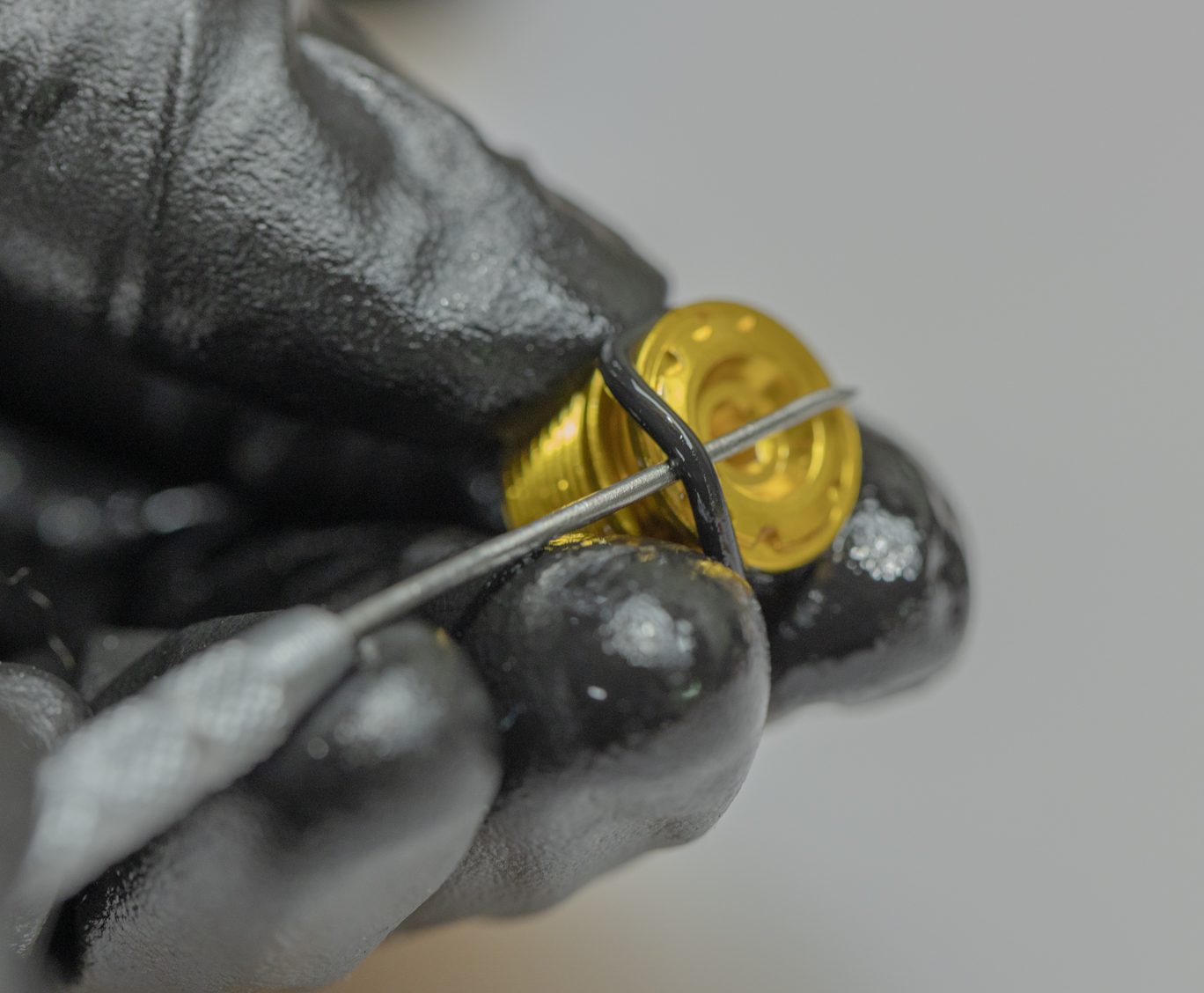
Trunnion Valve Body Degassing:
Bleed gas with gas fill needle.
Oil Removal for Both:
Remove oil fill screw with T15. Remove slowly as there may be aerated oil behind fill screw. Empty oil through fill screw by cycling the damper.
Using Inner Damper Tool Wrench (BAD1273), remove inner damper from valve body. Inspect interior of inner damper tube for piston band wear. Inspect damper tube threads and remove any remaining Loctite with pick. Clean thoroughly. Replace inner damper tube if necessary. Remove valve body o-ring and discard.
Using T10, remove Climb Switch lever screw. Remove CS lever. Reclamp valve body in vise. Use Service Cradle (AAD2650) for Standard valve body. Using Gland Nut Wrench, remove gland nut. Breaker bar may be required. Pry off gland cover or end eye. Remove bladder with pick and discard.
Always use extreme caution when using a pick in this step or others to avoid scratching metal parts. Failure to do this can create scratches in the o-ring glands which cause leak paths for oil or gas. When possible, pinch and remove o-rings rather than using a pick.
Using a 1.5mm Allen, remove 2 set screws located inside of valve body next to inner damper tube purchase. Remove remaining set screw in valve body exposing spring and detent ball. Remove spring and detent ball. Using CS lever, unthread spool valve and remove. Pinch & remove and discard spool valve o-ring.
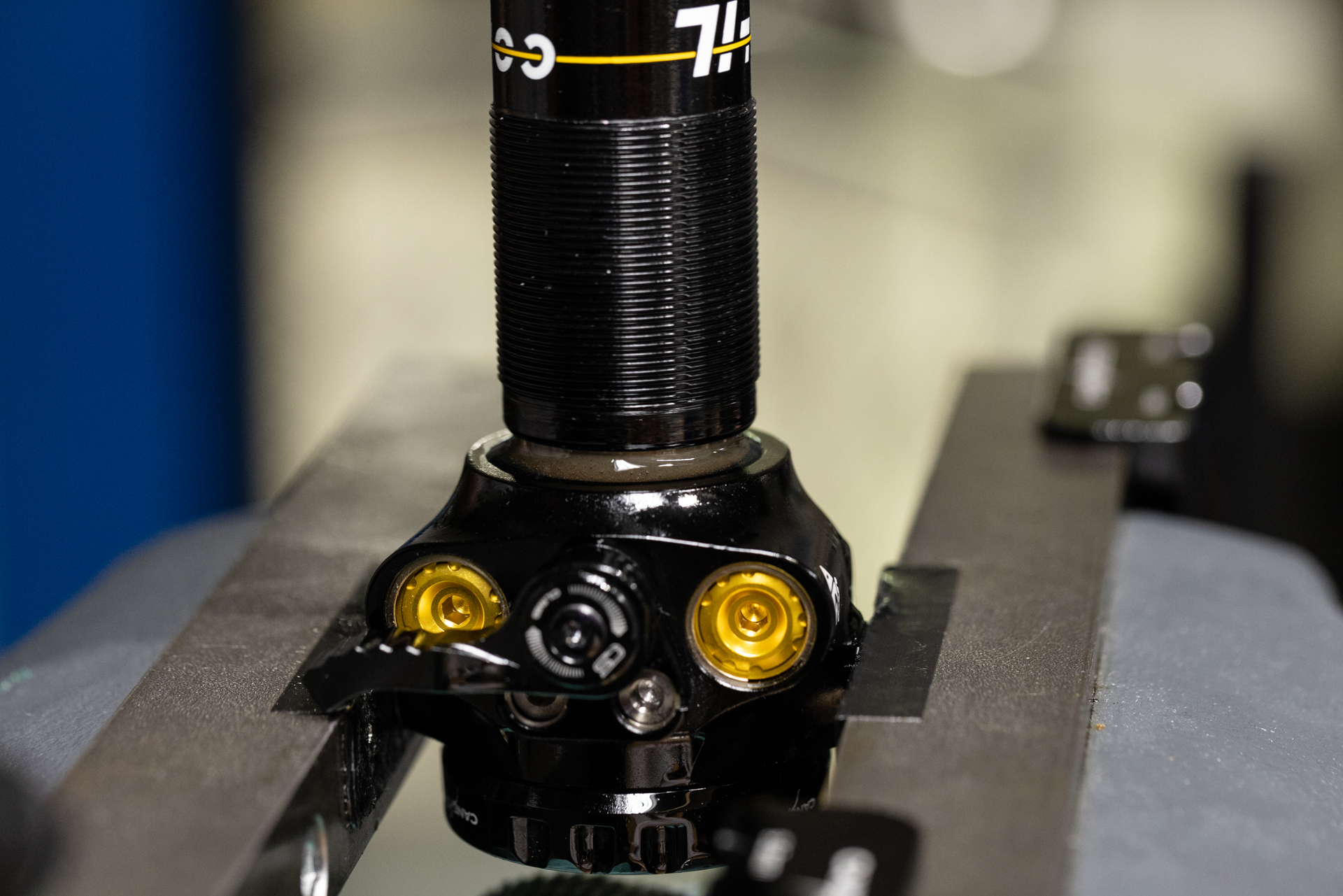
Using 3mm Allen, dial High Speed adjusters in to gain access to High Speed circlips.
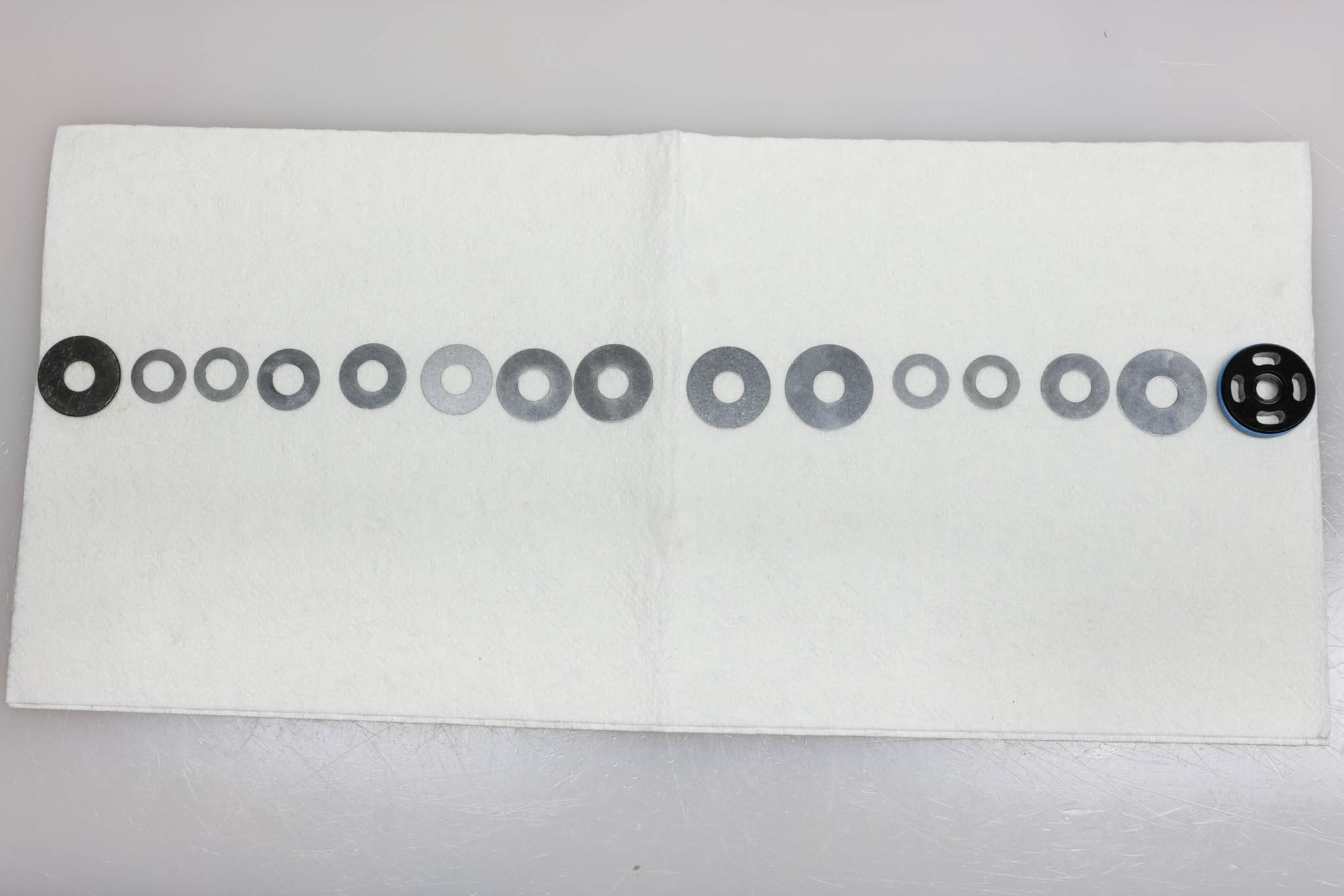
Remove circlips. Back High Speed adjusters all the way out. Pinch & remove and discard o-rings on adjusters.
Note that the Compression spring is 20wt (silver), rebound is 30wt (black).
TSN service is not required as part of a standard IL service. However, if the shock exhibits any audible sounds, usually a “chirp”, during use, this could be related to a bent TSN spring. No additional parts are required to do the TSN service. Images from Previous Gen DB IL valve body, but the process is identical to the Next Gen IL.
Reassemble shim stack, flipping face shim if necessary, and reinstall stop washer, shim stack and piston on shaft. Add one drop of blue Loctite (243) on the shaft threads. Install shaft bolt with T25. Torque to 5 Nm.
When installing the piston bolt, keep downward pressure on the piston with your other hand to prevent any Loctite from getting between the piston and face shim.
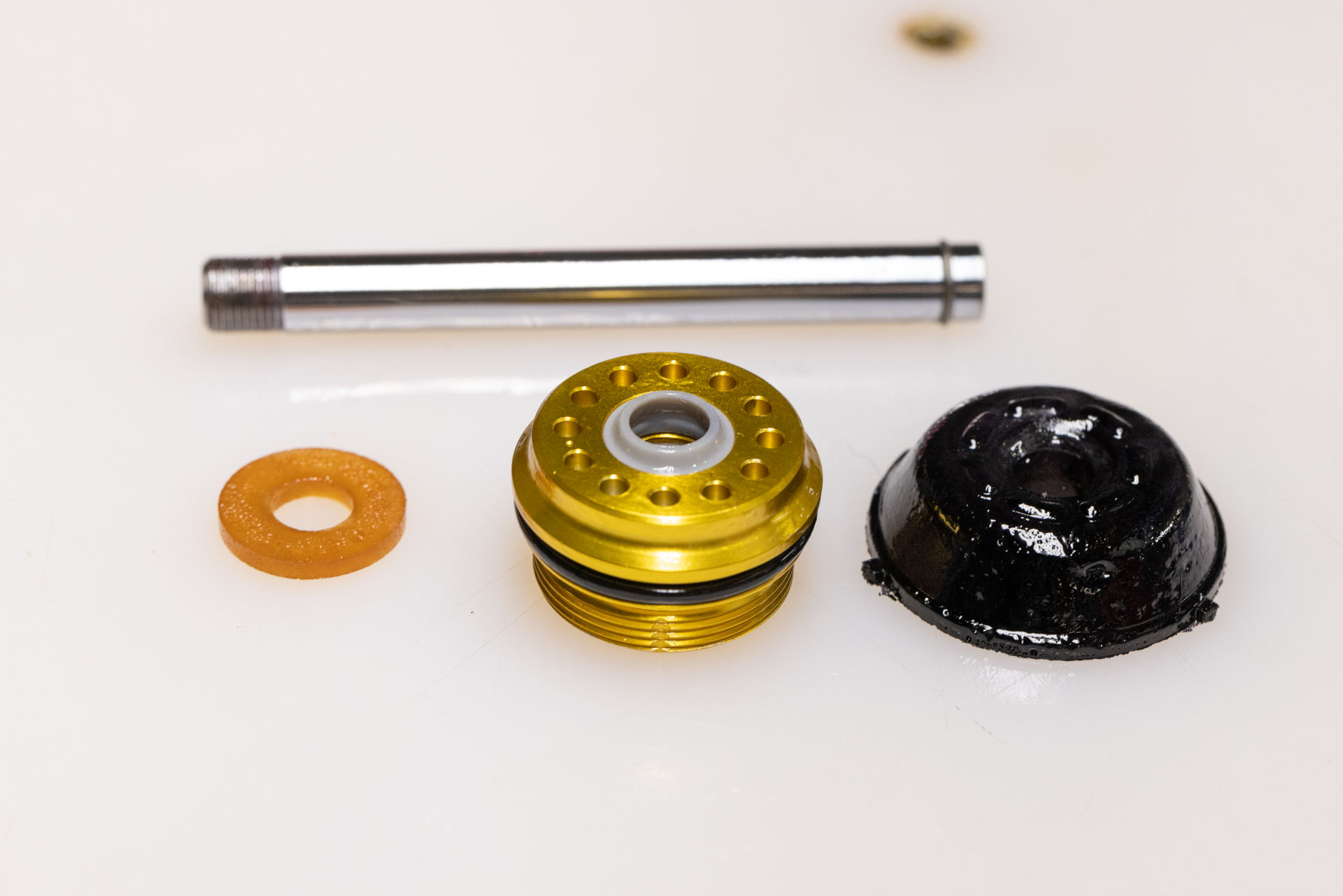
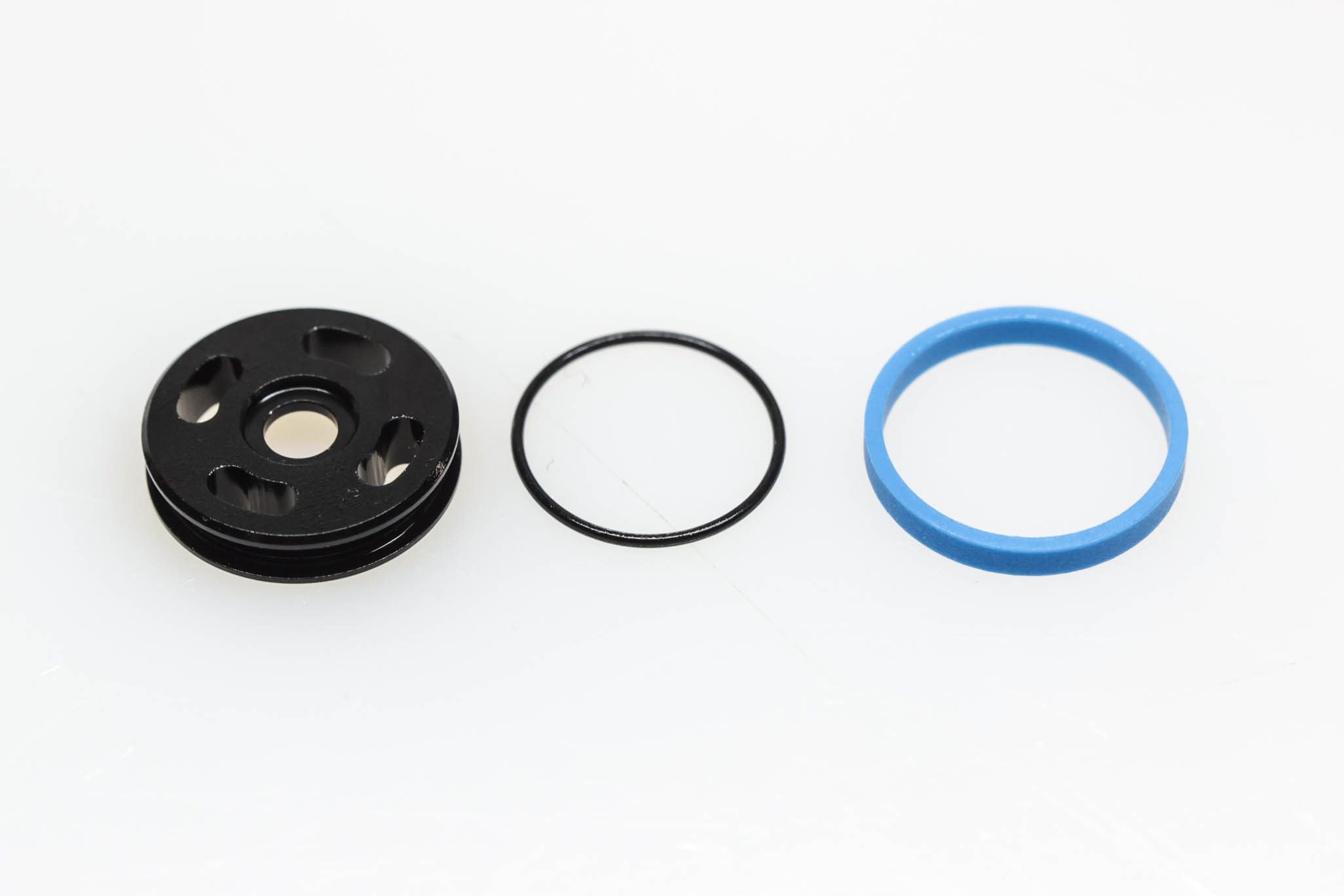
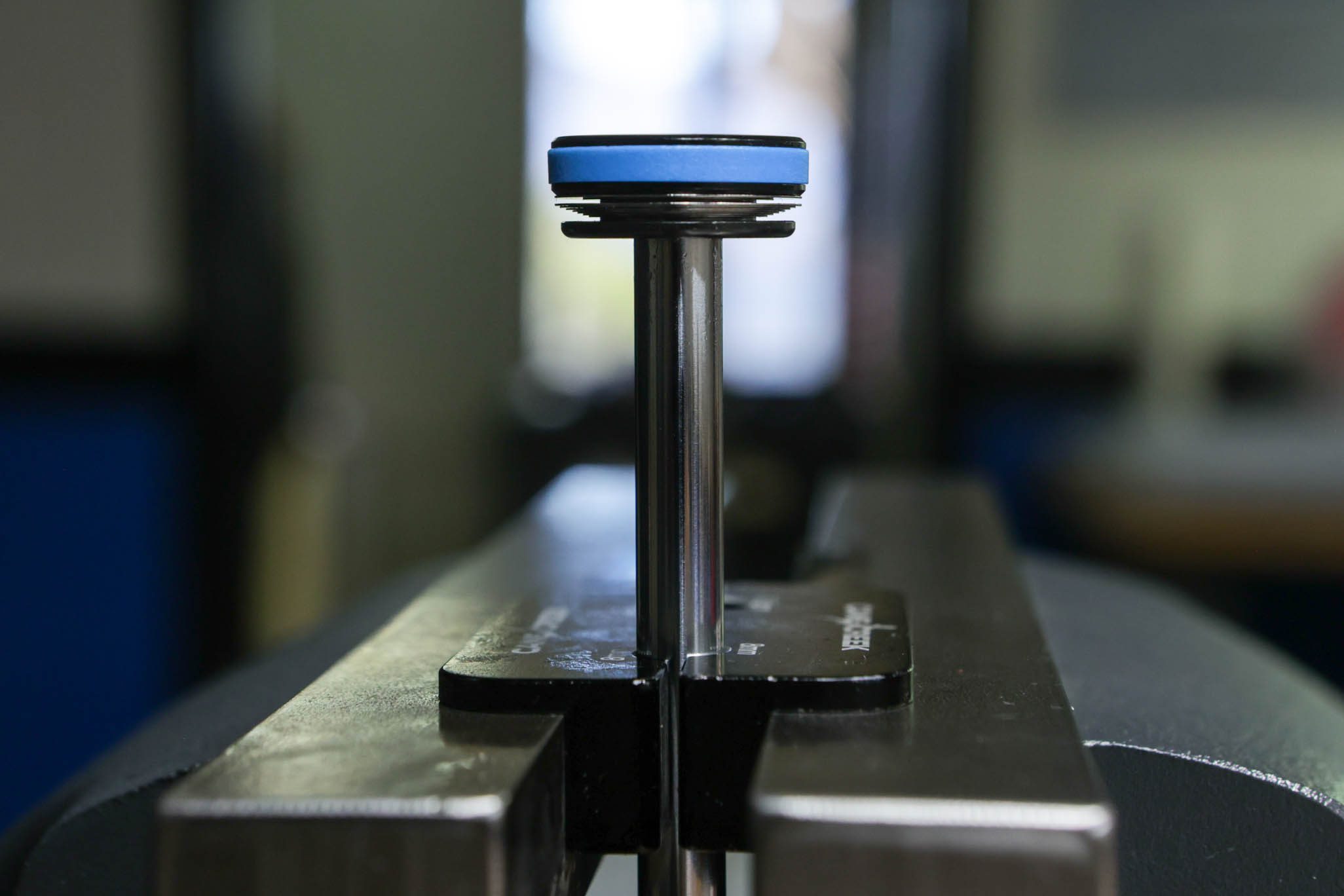
Grease the bushing and quad ring of oil seal head. If available, slide shaft cover (.DBT010 – discontinued) on shaft to cover threads only. Trim shaft cover to length if necessary. If cover not available, you can use tape to cover threads or simply take care installing seal head. Install new top out bumper (AAD1090) and new oil seal head (AAD2642). Remove any shaft thread covering.
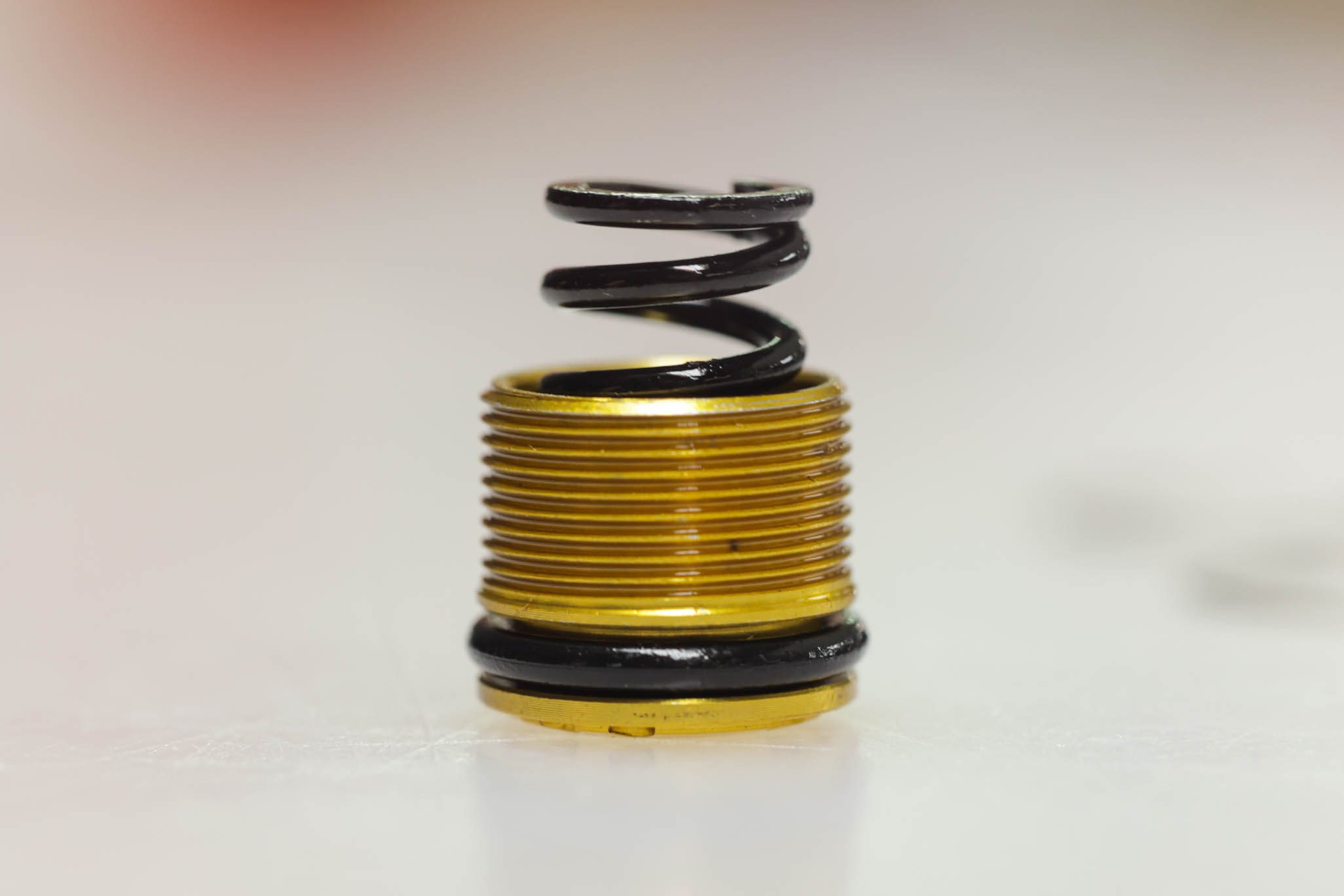
Rebound TSN stem has a small bleed port. Reinstall poppet, piston, and shim, noting the correct orientation for rebound: On piston, small ports face poppet; large ports face shim. Thread spring onto stem.
TSB010 – DB COIL IL Rebound piston orientation
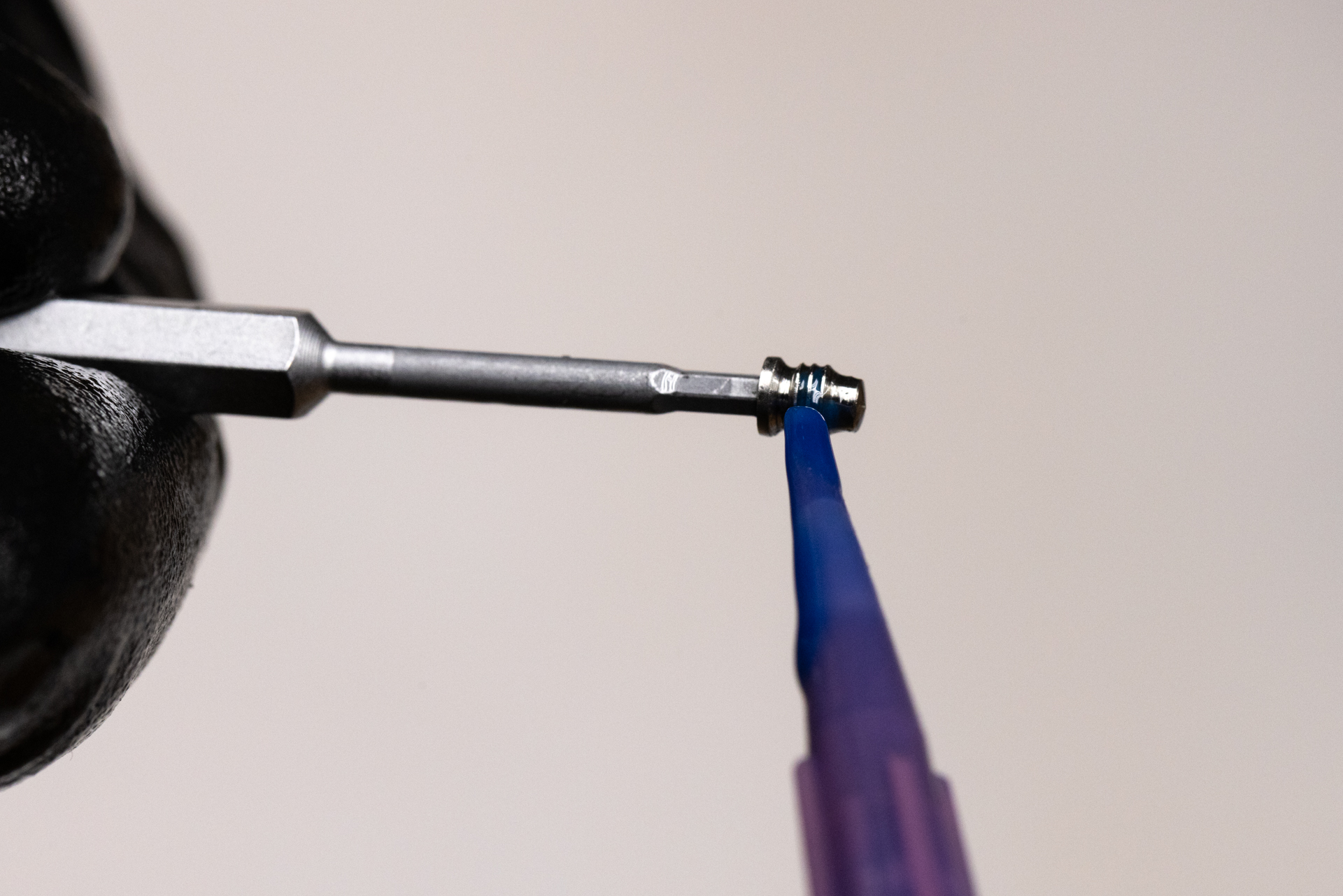
Press, then thread needle into Low Speed control on valve body. Take care to not catch o-ring on circlip removal grove. Thread past circlip shelf. Confirm presence of detent clicks at this point. Install new circlip (AAD0920) into groove. Back needle out gently to ensure proper seatment of circlip.
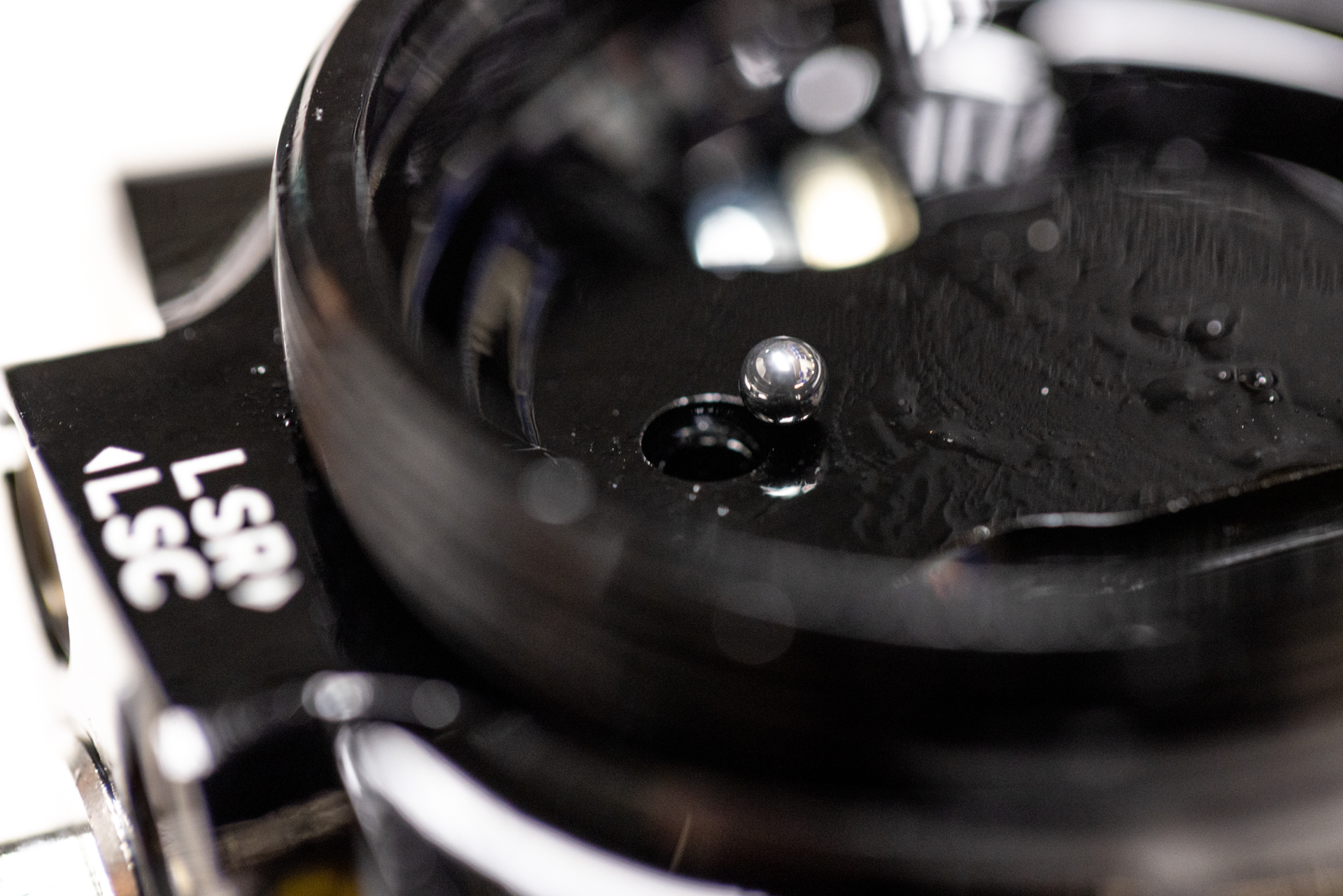
Apply blue Loctite (243) to the three CS set screws. Reinstall 2 CS set screws into bottom of valve body. Note approach angle. Torque to 0.2 Nm using 1.5mm Allen. Install lightly greased detent and spring into threaded detent capture hole on top of valve body. Reinstall remaining CS set screw to capture detent and spring. Torque to 0.2 Nm using 1.5mm Allen. Test CS function. If binding, back off set screw half turn.
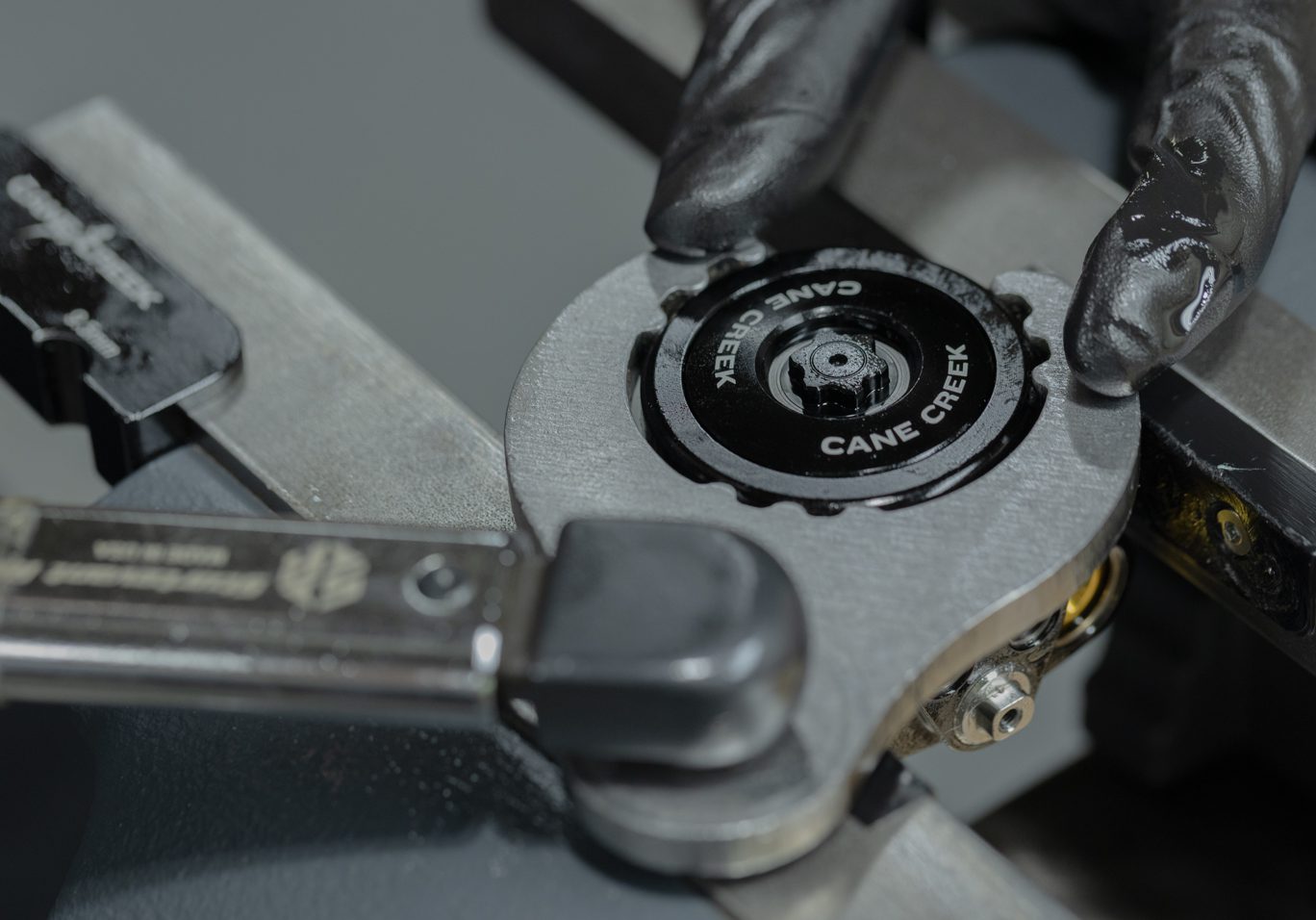
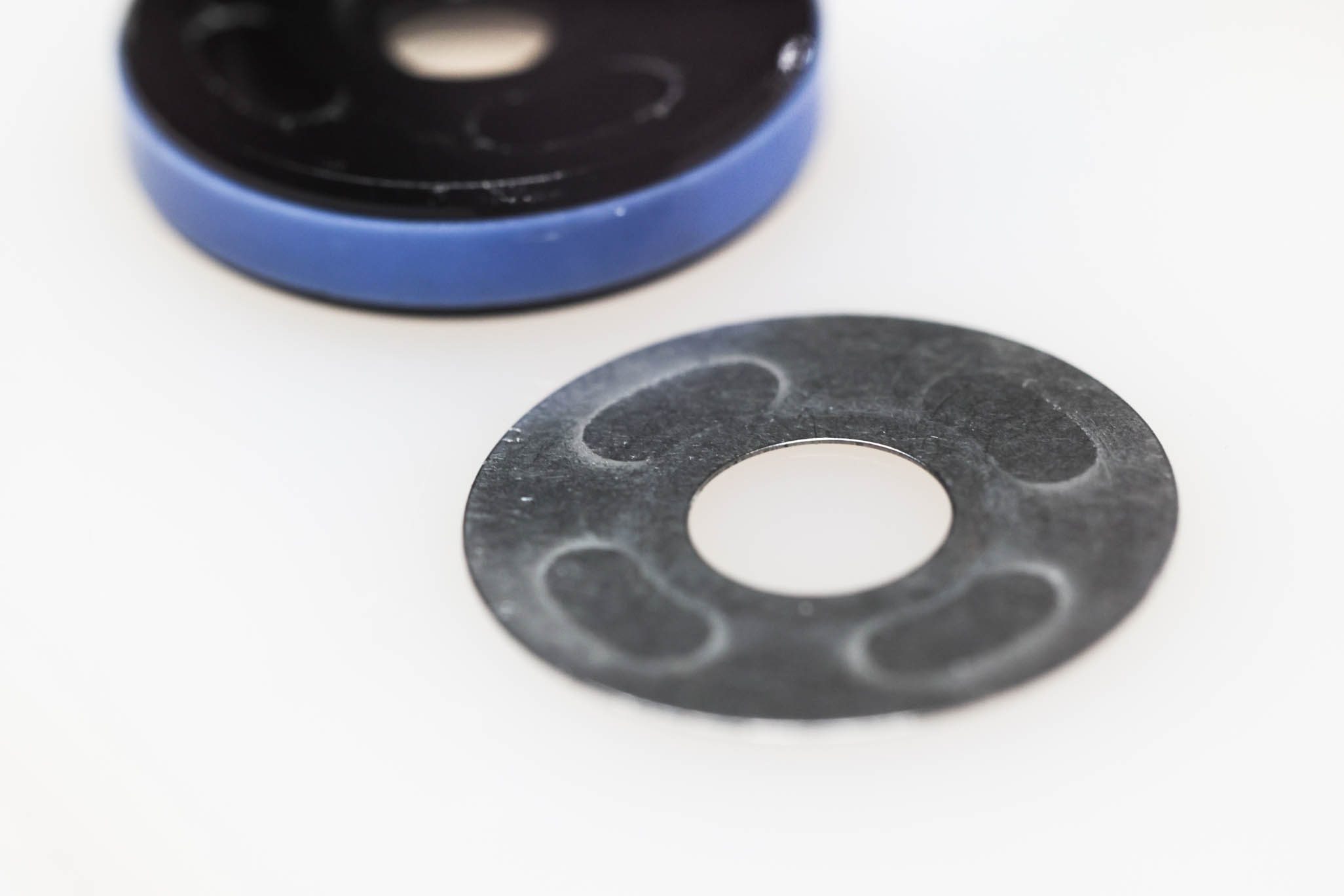
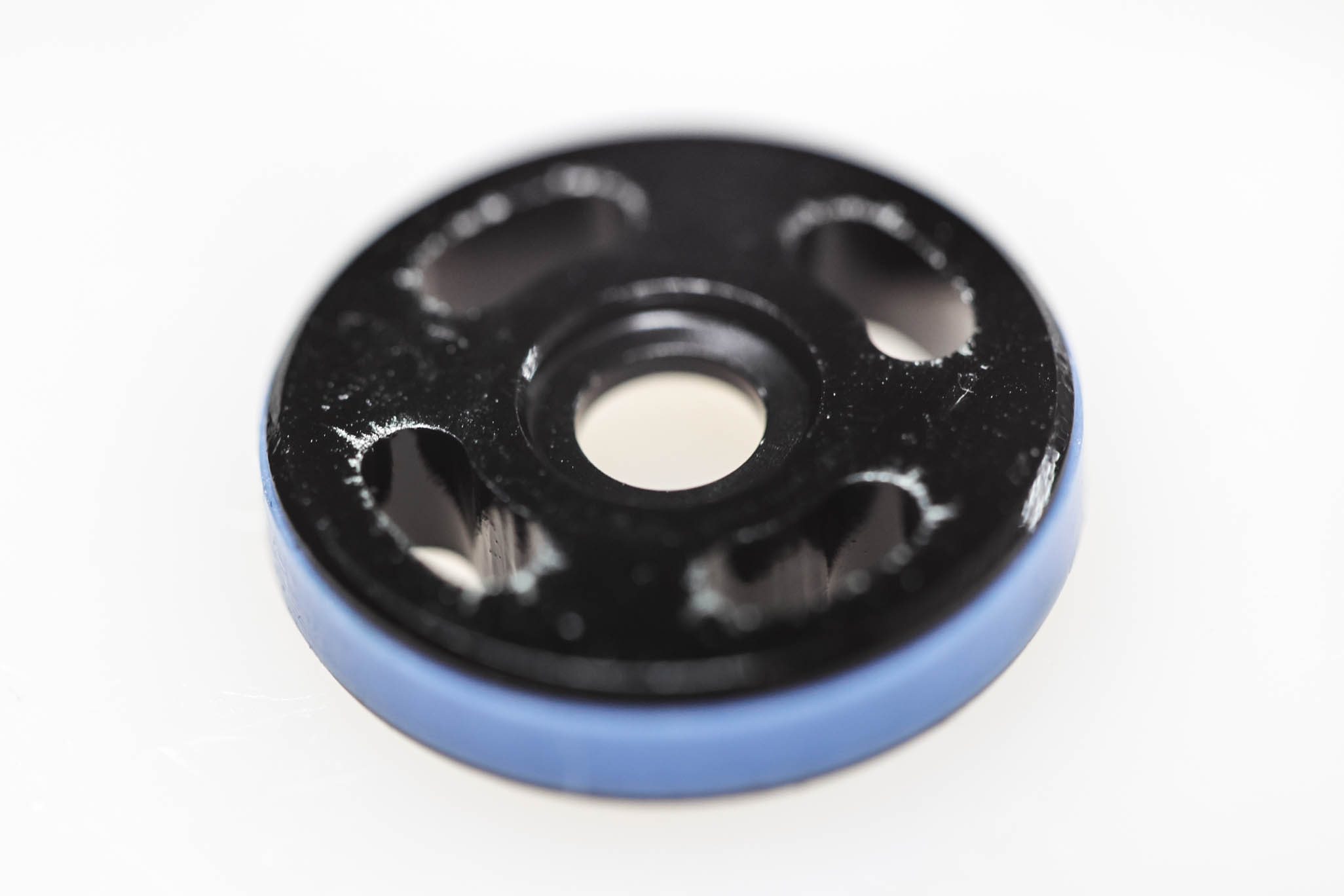
Apply grease to entire bladder surface, focusing on edges where gland cover/end eye will contact. Place gland cover/end eye on bladder. Install gland nut using an inch feed of blue Loctite (243). Set correct gland cover/end eye orientation and allow gland nut to self seat cover. Clamp valve body in vise (Trunnion) or cradle (Standard). Hand thread gland nut tight. Using Gland Nut Wrench torque gland nut to 52 Nm.
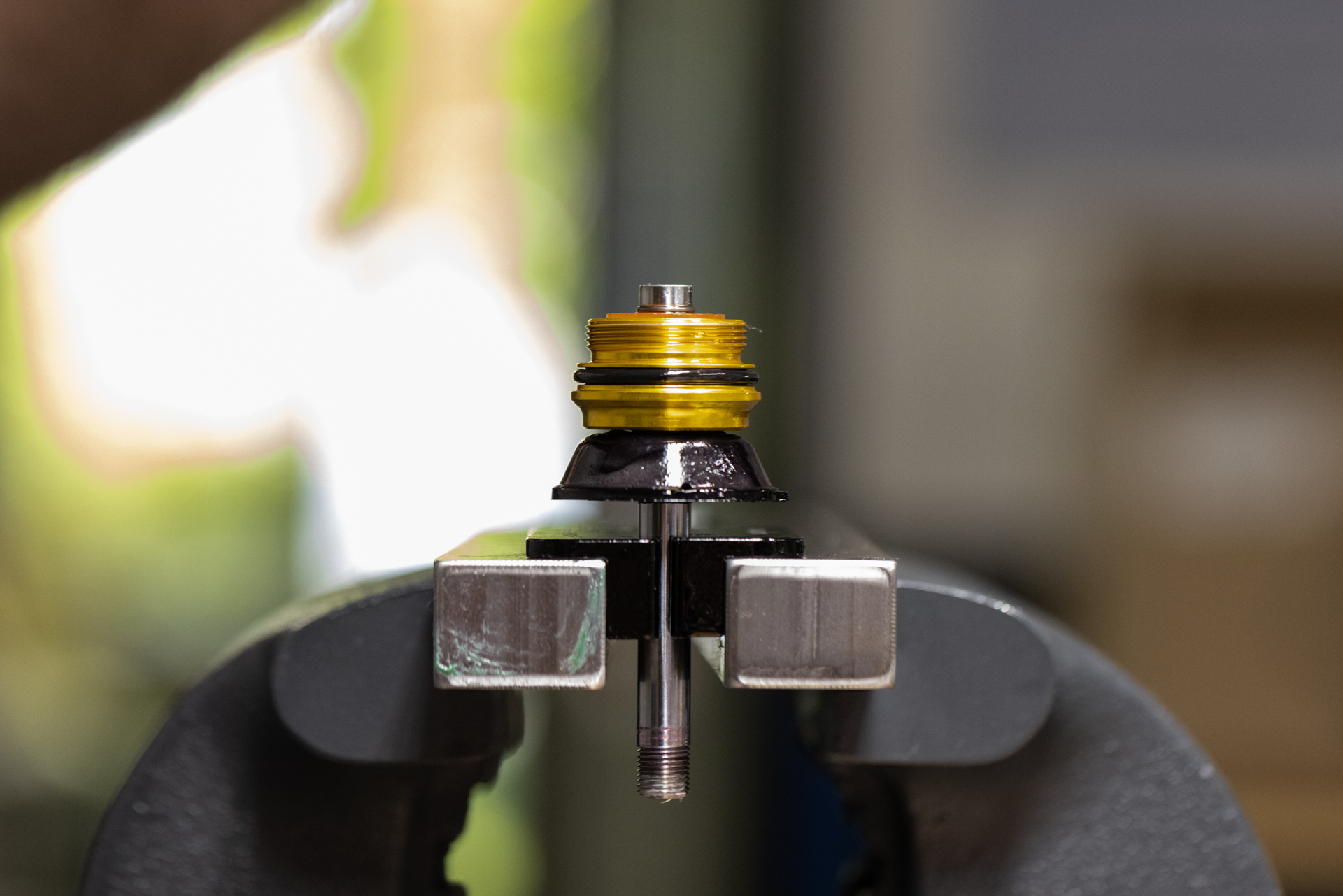
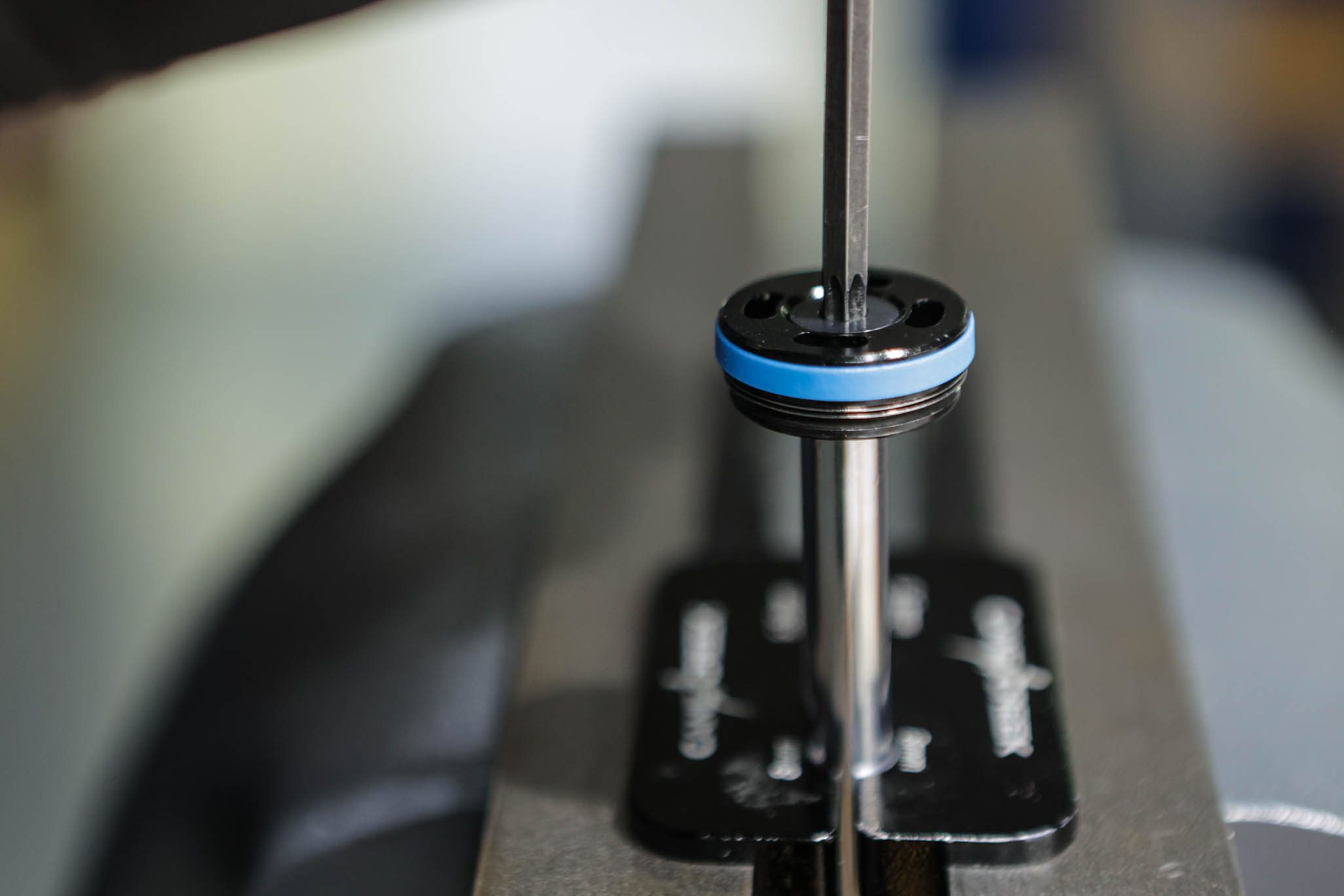
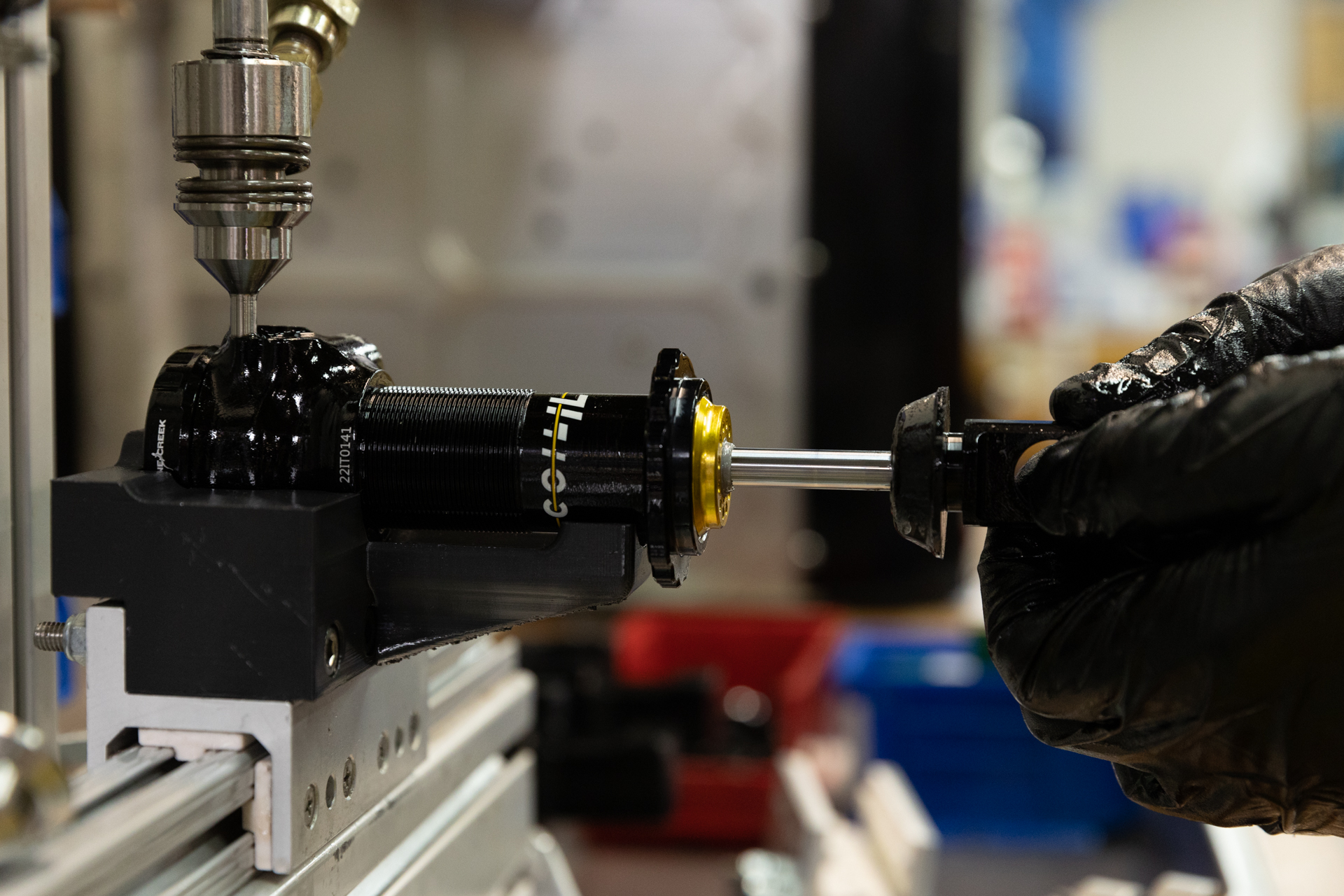
Apply thin layer of shock oil to piston band on shaft assembly. Use piston to apply layer of shock oil to inner surface of outer damper tube. Insert shaft assembly into inner damper tube, threading oil seal head into outer damper tube. Using Oil Seal Head Wrench, tighten oil seal head to 15 Nm. Ensure all three pins are properly seated and even pressure is applied to tool to prevent damaging tool pins. Reinstall preload collar on outer damper tube.
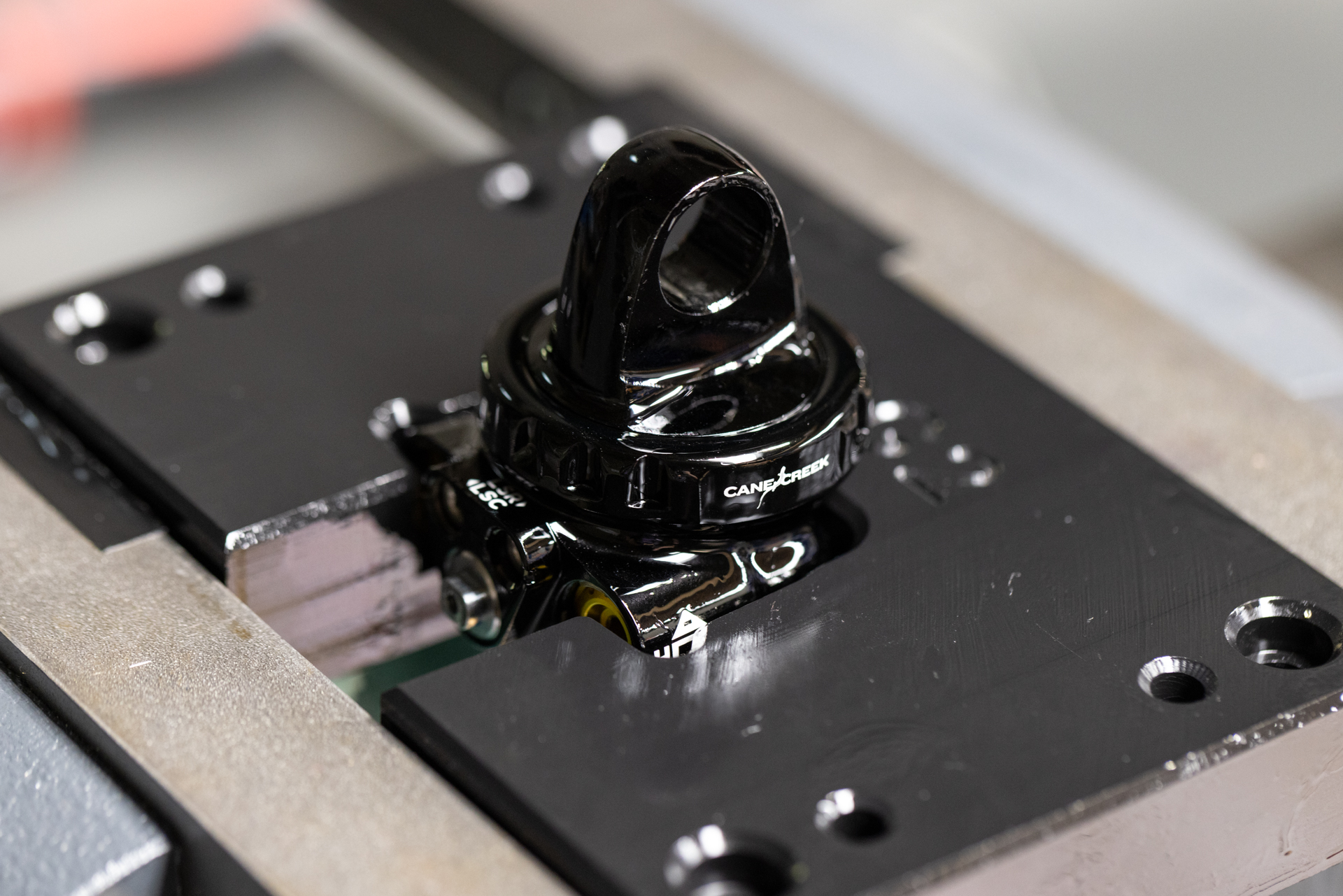
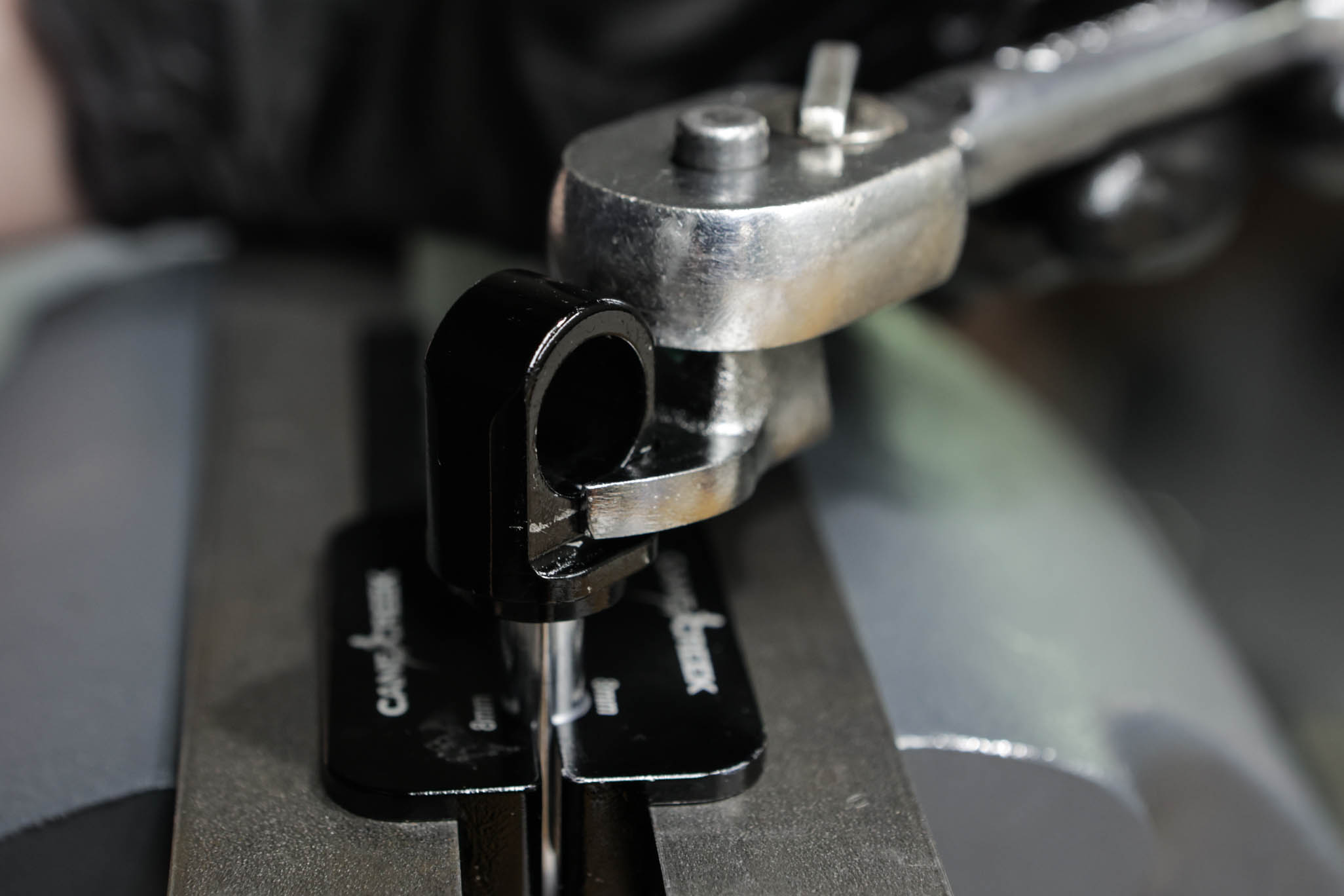
Reinstall bottom out bumper on shaft. Apply red Loctite (263) to shaft and end eye. Finger tight end eye onto shaft. Work Loctite air bubbles out of end eye by going to full bottom and backing off multiple times. Clamp shaft into vise using shaft clamp. Using 1/2″ crows foot, torque end eye to 8 Nm.
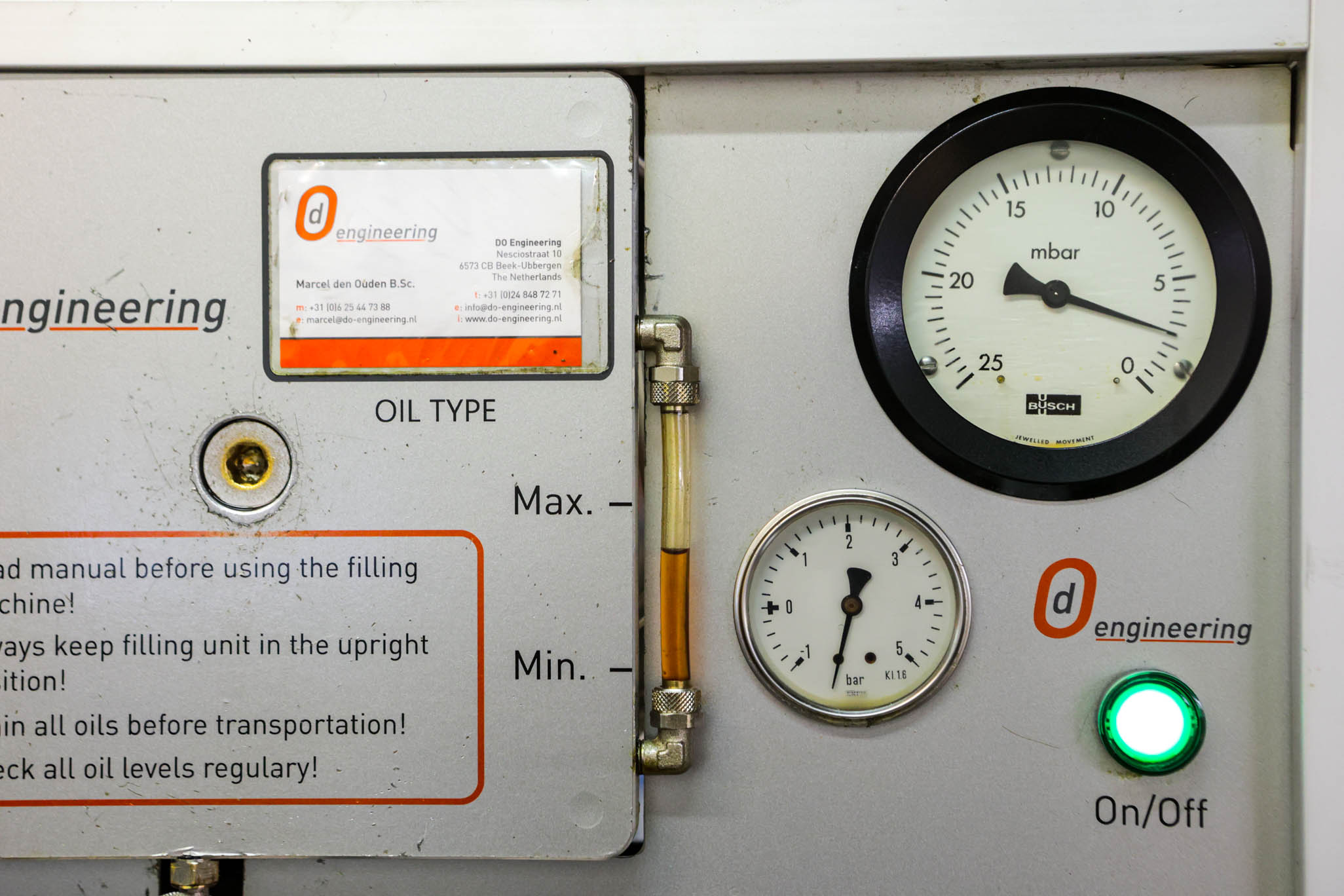
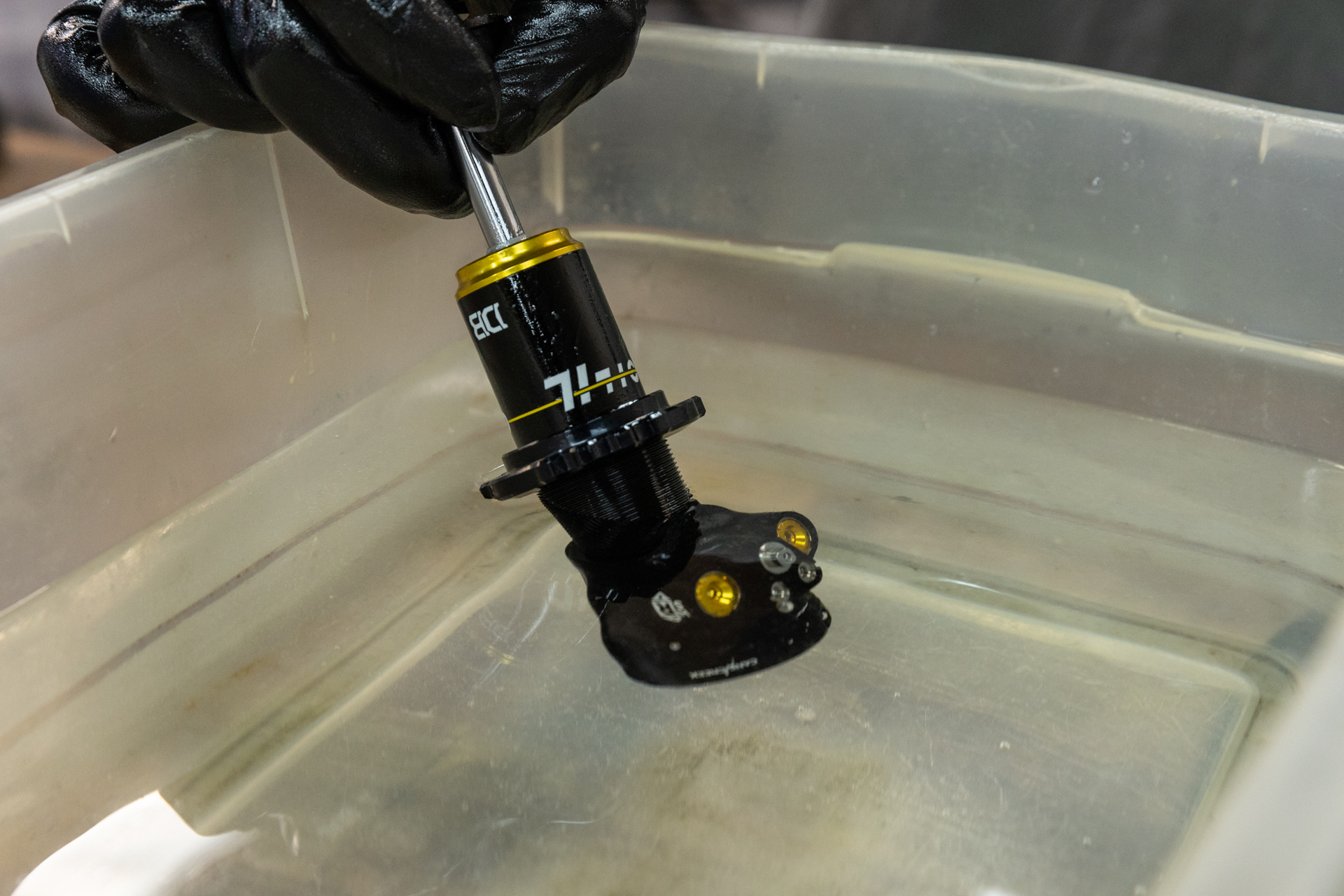
Install new o-ring (AAD0532) on fill plug screw. Temporarily install end eye on shaft. Secure shock in horizontal position with fill port facing up. Back all adjusters to fully open and open Climb Switch. Thread IL G2 oil fill adaptor (BAD2651) into fill port. Fully compress damper. Attach oil fill machine per your manufacturer’s instructions.
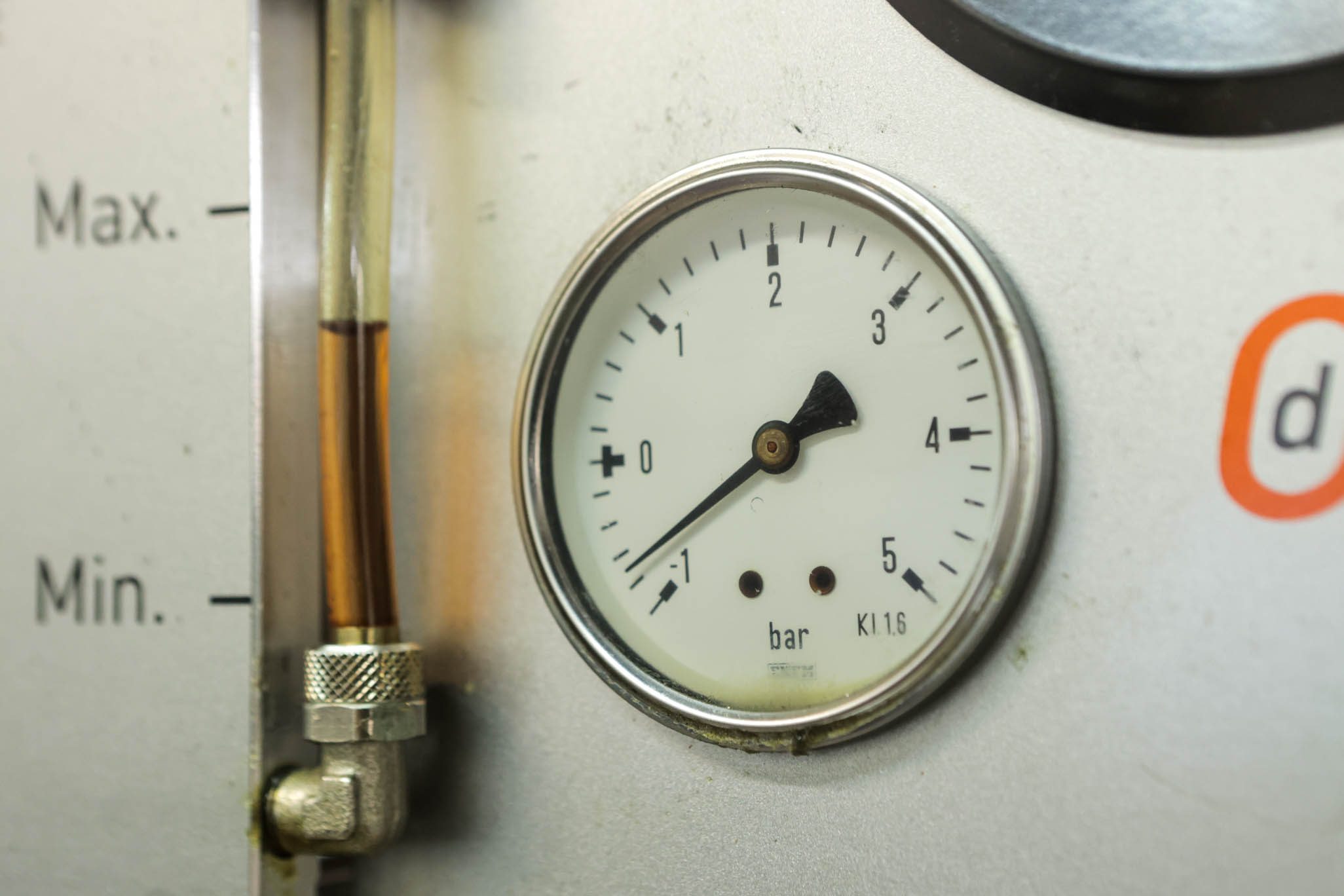
Vacuum system to (4) mbar. Pressure with Oil to (3) bar. Slowly cycle shaft finishing with shaft fully out. Cut fill and equalize pressure. Vacuum system to (4) mbar, leaving shaft out. Pressure again with Oil to (3) bar. Slowly cycle shaft finishing with shaft fully out. Cut fill.
Set adjusters to factory neutral: HSC & HSR 2.5 turns from full bottom (or 2 turns from full open); LSC 11 clicks from full bottom; LSR 13 from full bottom. Using hand dyno, test shock for function. Ensure Climb Switch engages and operates properly. Turn individual adjusters to test each one. Set back to original tune if desired.
If mechanical dyno equipment is available, run shock on dyno at this point.

Monday: 10:00 am – 5:00 pm
Tuesday – Thursday: 10:00 am – 7:00 pm
Friday: 10:00 am – 5:00 pm
Saturday – Sunday: Closed
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}